Pipeline integrity is the cornerstone of safe, reliable, and efficient infrastructure across various industries, from Oil & Gas to water distribution and chemical processing. For engineers, understanding and implementing robust pipeline integrity management systems (PIMS) isn’t just a regulatory requirement; it’s a critical responsibility that impacts environmental safety, operational costs, and public trust.
This comprehensive guide delves into the essential aspects of pipeline integrity, offering practical insights, technical workflows, and actionable advice for engineering professionals. We’ll explore the threats, inspection technologies, advanced assessment methods like Fitness-for-Service (FFS) with FEA, and crucial verification steps.

Image by Bureau of Land Management, U.S. Fish and Wildlife Service, and U.S. Geological Survey / Public Domain
What Exactly is Pipeline Integrity?
At its core, pipeline integrity refers to the ability of a pipeline system to operate safely and reliably throughout its design life without failure. This involves managing all potential threats that could compromise the pipeline’s structural soundness, containment capabilities, and operational efficiency. It’s a proactive approach to ensure the pipeline continues to meet its functional requirements while minimizing risks to personnel, the environment, and assets.
A well-implemented pipeline integrity program provides a systematic framework for understanding, monitoring, and mitigating risks. It’s an ongoing cycle of assessment, inspection, maintenance, and data analysis.
Why is Pipeline Integrity So Critical?
- Safety: Prevents catastrophic failures, leaks, spills, and potential explosions that can endanger lives and communities.
- Environmental Protection: Minimizes ecological damage from hydrocarbon or chemical releases.
- Economic Stability: Avoids costly downtime, repairs, fines, and reputational damage.
- Regulatory Compliance: Meets strict government and industry standards (e.g., API, ASME, NACE, PHMSA in the US).
- Operational Efficiency: Ensures continuous and uninterrupted flow of products.
Key Threats to Pipeline Integrity
Pipelines face a myriad of threats that can degrade their integrity over time. Understanding these mechanisms is the first step in effective management.
Corrosion: The Silent Killer
Corrosion is arguably the most common and pervasive threat to metallic pipelines. It can occur internally or externally.
- External Corrosion (EC): Often caused by interaction with soil, moisture, and microbes. Protective coatings and cathodic protection are primary defenses.
- Internal Corrosion (IC): Occurs from corrosive elements within the transported product (e.g., water, H₂S, CO₂, microbes in oil/gas). Inhibitors and material selection are key.
- Stress Corrosion Cracking (SCC): A more insidious form, where tensile stress and a specific corrosive environment lead to brittle fracture, often without significant metal loss.
Mechanical Damage: From Construction to Operations
Mechanical damage can arise from various sources and often manifests as dents, gouges, or material deformation.
- Third-Party Damage: Excavation accidents are a leading cause, often resulting in dents or pipe wall gouges.
- Construction Defects: Poor welding, improper backfilling, or handling damage during installation.
- Operational Stress: Over-pressurization, excessive bending stress, or cyclic loading from pressure fluctuations can lead to fatigue cracks.
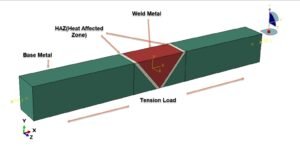
Material Defects and Welding Imperfections
Problems originating from the manufacturing or fabrication stage can significantly compromise pipeline integrity.
- Manufacturing Defects: Laminations, inclusions, or variations in pipe wall thickness.
- Welding Imperfections: Lack of fusion, slag inclusions, porosity, undercuts, or cracks in girth welds or longitudinal seams. These are critical stress concentrators.
Environmental and Geohazards
Nature itself can pose significant threats.
- Ground Movement: Landslides, seismic activity, soil settlement, or frost heave can induce excessive bending and tensile stresses.
- Washouts/Scour: Erosion of supporting soil in river crossings or steep terrain.
- Thermal Stress: Expansion and contraction due to temperature fluctuations, especially in above-ground pipelines or those with extreme operating temperatures.
Operational and Design Flaws
Even well-built pipelines can suffer from operational mismanagement or design limitations.
- Pressure Cycling: Frequent start-stops or pressure variations can induce fatigue.
- Flow-Induced Vibration (FIV): Can lead to fatigue failure, particularly in smaller branch connections or unsupported spans. CFD analysis (e.g., using ANSYS Fluent or OpenFOAM) is often employed to understand and mitigate FIV risks.
- Incorrect Design Basis: Underestimation of loads, inappropriate material selection, or insufficient wall thickness for anticipated conditions.
The Pillars of a Robust Pipeline Integrity Management System (PIMS)
An effective PIMS integrates various engineering disciplines and technologies to maintain pipeline safety and reliability.
1. Risk Assessment and Prioritization
Identifying, analyzing, and evaluating potential threats. This involves:
- Threat Identification: What could go wrong? (e.g., corrosion, third-party damage).
- Consequence Analysis: What would be the impact? (e.g., environmental, safety, economic).
- Likelihood Assessment: How likely is it to happen? (based on historical data, inspection results).
- Risk Matrix: Combining likelihood and consequence to prioritize integrity efforts.
2. Inspection and Monitoring
Regularly assessing the pipeline’s condition to detect and characterize defects.
- In-Line Inspection (ILI): Using ‘smart pigs’ (see table below).
- External Inspections: Non-Destructive Testing (NDT) techniques like UT, MFL, radiography, visual inspections (including drone/UAV surveys for external features), cathodic protection surveys.
- Sensor-Based Monitoring: Fiber optics, acoustic leak detection, strain gauges for real-time data.
3. Maintenance and Repair
Addressing identified anomalies and restoring integrity.
- Preventive Maintenance: Coatings, cathodic protection, corrosion inhibitors, regular cleaning.
- Corrective Maintenance: Repair methods like sleeves (Type A/B), grinding, composite wraps, cut-outs and replacements.
- Rehabilitation: Linings, re-coating, or entire section replacements.
4. Data Management and Analytics
Effective PIMS relies heavily on collecting, integrating, and analyzing diverse data sources.
- Data Integration: Combining ILI data, NDT reports, operational history, GIS data, repair records.
- Data Analysis: Trending defect growth, predicting remaining life, identifying high-risk areas. Python and MATLAB are powerful tools for automating data processing, statistical analysis, and predictive modeling, especially when dealing with large datasets from multiple inspection runs.
- Record Keeping: Maintaining comprehensive, accurate, and easily accessible records for regulatory compliance and future decision-making.
Inspection Technologies: Peeking Inside and Out
Modern pipeline integrity relies heavily on advanced inspection tools.
In-Line Inspection (ILI) or ‘Smart Pigs’
ILI tools travel inside the pipeline, collecting vast amounts of data without interrupting flow.
- Magnetic Flux Leakage (MFL) Pigs: Detect metal loss (corrosion, gouges) by magnetizing the pipe wall and measuring variations in the magnetic field.
- Ultrasonic (UT) Pigs: Measure pipe wall thickness to detect corrosion, laminations, and cracks. Can also be used for crack detection (UTCD).
- Caliper Pigs: Mechanical or electromagnetic tools that measure the internal geometry of the pipe to detect dents, ovality, buckles, and wrinkles.
- Eddy Current Pigs: Used for detecting surface and near-surface cracks and material defects in non-ferromagnetic pipes, or for more precise crack sizing in ferromagnetic pipes.
External Non-Destructive Testing (NDT)
For areas inaccessible to ILI or for specific defect characterization.
- Visual Inspection (VT): Direct observation, often aided by drones or remote cameras for hard-to-reach areas.
- Ultrasonic Testing (UT): Manual or automated UT (AUT) for spot checks, weld inspections, and precise defect sizing. Can detect cracks, laminations, and wall thinning.
- Radiographic Testing (RT): X-ray or gamma-ray imaging to detect internal flaws in welds, cracks, and inclusions.
- Magnetic Particle Testing (MPT) / Liquid Penetrant Testing (LPT): For surface and near-surface cracks in welds and pipe body.
Here’s a comparison of common ILI technologies:
| ILI Technology | Primary Detection Capability | Limitations | Key Benefit |
|---|---|---|---|
| Magnetic Flux Leakage (MFL) | Metal loss (corrosion, pitting, gouges) | Poor for cracks parallel to pipe axis; requires magnetic material | Fast, widely used for general corrosion detection |
| Ultrasonic Testing (UT) | Wall thickness, laminations, cracks (UTCD) | Requires liquid couplant; can be sensitive to internal coatings | Accurate wall thickness measurement and crack detection |
| Caliper (Geometry) | Dents, ovality, buckles, wrinkles | Does not detect metal loss or cracks | Essential for verifying pipeline geometry and deformation |
| Electromagnetic Acoustic Transducer (EMAT) | Cracks, SCC, girth weld defects | Limited range compared to MFL; specific material requirements | No couplant needed; excellent for crack detection |
Fitness-for-Service (FFS) Assessments: API 579 / ASME FFS-1
When defects are found, engineers must determine if the equipment can continue operating safely without immediate repair. This is where Fitness-for-Service (FFS) assessments come into play, guided by standards like API 579-1/ASME FFS-1.
FFS assessments evaluate the structural integrity of a component containing a flaw. They range from simple screening to advanced engineering analysis.
- Level 1 Assessment: Basic, conservative calculations using prescriptive rules. Often provides a ‘go/no-go’ decision quickly.
- Level 2 Assessment: More detailed calculations, allowing for a better estimation of remaining strength, but still based on simplified engineering models.
- Level 3 Assessment: The most rigorous and detailed assessment, typically requiring advanced numerical methods like Finite Element Analysis (FEA) or Computational Fluid Dynamics (CFD). This level is often necessary for complex geometries, interacting defects, non-linear material behavior, or when Level 1/2 assessments indicate failure, but actual margins may still exist.
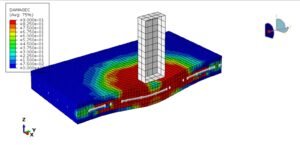
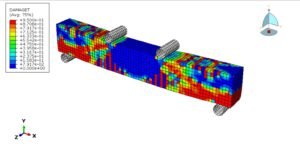
FEA in Level 3 FFS Assessments
For Level 3 FFS, FEA becomes an indispensable tool. It allows engineers to accurately model complex defect geometries, apply realistic loads, and analyze stress distributions, plastic strains, and fracture mechanics parameters.
Typical Scenarios for FEA in FFS:
- Complex dent-gouge combinations.
- Deep or interacting corrosion defects.
- Cracks, especially those in welds or areas of high stress concentration.
- Pipe bends with thinning.
- Assessments involving creep, fatigue, or stress corrosion cracking.
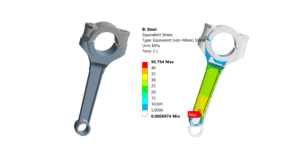
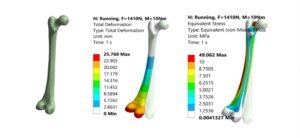
Tools like Abaqus, ANSYS Mechanical, and MSC Nastran are industry standards for performing these complex structural analyses.
Practical Workflow: FEA for Defect Assessment (Level 3 FFS)
Here’s a step-by-step guide to conducting an FEA for a pipeline defect, integrating common CAE tools:
1. Problem Definition & Data Collection
- Identify the Defect: Obtain precise dimensions and location from ILI data, NDT reports (e.g., UT scan data).
- Material Properties: Gather accurate material data (yield strength, ultimate tensile strength, Young’s modulus, Poisson’s ratio, stress-strain curve) for the specific pipeline steel grade (e.g., API 5L X52, X65).
- Operating Conditions: Define internal pressure, external pressure (if submerged), operating temperature, and any significant bending loads or thermal stresses.
- Relevant Standards: Consult API 579-1/ASME FFS-1, ASME B31.4/B31.8 (for design codes), and NACE standards for corrosion.
2. CAD/Geometry Preparation
- Model the Pipeline Section: Create a representative 3D CAD model of the pipeline segment containing the defect. This can be done in tools like CATIA, SolidWorks, or directly within the pre-processor of your FEA software (e.g., ANSYS DesignModeler, Abaqus/CAE).
- Incorporate the Defect: Precisely model the defect geometry (e.g., dent profile, crack front, corrosion pit shape). This often requires careful interpretation of inspection data and sometimes parameterized scripting (Python) to generate multiple defect scenarios.
- Simplification & Idealization: Determine if any simplifications can be made without compromising accuracy (e.g., exploiting symmetry, neglecting minor features).
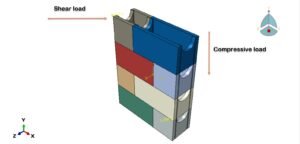
3. Meshing Strategies
- Element Type Selection: Use appropriate elements (e.g., 3D solid elements like hexes or tetras, shell elements for global pipe behavior, but solids around the defect). For fracture mechanics, specialized crack-tip elements or enriched elements (e.g., XFEM in Abaqus) might be needed.
- Mesh Refinement: Crucially, refine the mesh significantly around the defect area and any stress concentration zones. A coarse mesh in these regions will lead to inaccurate results. Gradual transitions from fine to coarse mesh are vital for numerical stability. Tools like ANSYS Meshing, HyperMesh, or Patran are excellent for this.
- Aspect Ratio & Skewness: Pay attention to mesh quality metrics to avoid distorted elements that can lead to solver convergence issues or inaccurate results.
4. Material Models
- Linear Elastic: Often insufficient for severe defects.
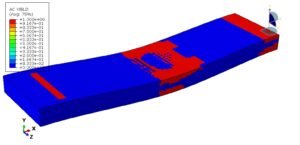
- Elasto-Plastic: Essential for FFS Level 3, especially when stresses exceed yield. Input the stress-strain curve of the material.
- Fracture Mechanics: If a crack is present, implement fracture mechanics models (e.g., J-integral, Crack Opening Displacement (COD), fatigue crack growth laws like Paris Law).
5. Boundary Conditions (BCs) and Loading
- Pressure Loading: Apply internal pressure as a surface load. For external pressure, consider its effect.
- Mechanical Constraints: Apply appropriate constraints to simulate the pipe’s support and prevent rigid body motion. Often, fixed or symmetry boundary conditions are used at the ends of the modeled pipe section, far enough from the defect to not influence local stress fields.
- Thermal Loading: If temperature effects are significant, apply thermal loads and consider thermal expansion/stress.
6. Solver Setup & Analysis
- Solver Selection: Choose the appropriate solver (e.g., Abaqus/Standard for static implicit analysis, Abaqus/Explicit for dynamic events, ANSYS Mechanical).
- Analysis Type: Typically a static non-linear structural analysis to capture plasticity. For fatigue, sequential load steps or specific fatigue analysis modules are used.
- Convergence Criteria: Set realistic convergence criteria for non-linear solutions to ensure accuracy without excessive run times.
7. Post-Processing & Interpretation
- Visualize Results: Inspect stress (von Mises, principal stresses), strain (plastic strain), deformation, and any fracture mechanics parameters.
- Extract Key Data: Plot stress/strain distributions, calculate stress concentration factors, determine crack driving forces (e.g., J-integral values).
- Compare with FFS Criteria: Use the results to evaluate against the acceptance criteria outlined in API 579-1, such as remaining strength factor, plastic strain limits, or crack stability.
- Failure Mode Assessment: Identify potential failure modes (e.g., ductile tearing, brittle fracture, plastic collapse).
Verification & Sanity Checks in Simulation
FEA is powerful, but results are only as good as the inputs and assumptions. Rigorous verification is paramount.
1. Mesh Convergence Studies
Perform analyses with progressively finer meshes, especially around critical areas. The results (e.g., peak stress, plastic strain, J-integral) should converge to a stable value as the mesh is refined. If results are still changing significantly with finer meshes, your mesh is too coarse.
2. Load Path Validation & Hand Calculations
- Simplified Models: For basic loading conditions or geometric features, compare FEA results with simplified analytical solutions (e.g., beam theory, pressure vessel formulas). While exact agreement is rare due to model complexity, the trends and order of magnitude should align.
- Reaction Forces: Check if reaction forces/moments from the FEA model are consistent with applied loads.
3. Boundary Condition Sensitivity
Slightly vary your boundary conditions (e.g., fixity at ends, symmetry planes) to ensure they don’t unduly influence the results in the region of interest. Ensure they accurately represent real-world constraints.
4. Material Property Sensitivity
Run sensitivity studies by slightly varying critical material properties (e.g., yield strength, ultimate tensile strength within material specification ranges). This helps understand the impact of material variability on structural integrity.
5. Units Consistency
A fundamental check: ensure all inputs (geometry, loads, material properties) are in a consistent unit system throughout the model. A common oversight leading to erroneous results.
6. Comparison with Test Data / Industry Experience
If available, compare your simulation results with experimental data from similar components or with established industry best practices and lessons learned. This external validation adds significant confidence.
Advanced Pipeline Integrity Considerations
Fatigue Analysis
For pipelines subjected to cyclic loading (e.g., pressure fluctuations, slug flow, flow-induced vibration), fatigue analysis is crucial. This can involve stress-life (S-N curve) methods or, more accurately for defects, fracture mechanics-based approaches (e.g., Paris Law for crack growth). Advanced modules in Abaqus and ANSYS can perform these analyses.
Flow-Induced Vibration (FIV) and CFD
In specific situations, such as unsupported spans, risers, or areas with high flow rates and complex geometries (e.g., multiple branches), FIV can lead to fatigue. CFD tools like ANSYS Fluent or OpenFOAM can model fluid flow and pressure fluctuations, and these results can then be coupled with structural FEA (e.g., using ANSYS Mechanical) to predict vibratory response and potential fatigue damage.
Corrosion Modeling
While often treated empirically, advanced corrosion modeling can involve coupled electro-chemical and mechanical simulations. More commonly, corrosion growth rates are predicted using historical data or NACE standards, and these are used to project future defect sizes for FFS assessments.
Digital Twin Integration
The concept of a ‘digital twin’ for pipelines is gaining traction. This involves creating a virtual replica of the physical pipeline, continuously updated with real-time sensor data, inspection results, and operational parameters. This allows for predictive maintenance, real-time risk assessment, and more accurate life extension analyses, often leveraging Python and MATLAB for data integration and analysis.
Common Mistakes in Pipeline Integrity Management
- Ignoring Historical Data: Failing to learn from past incidents, inspection results, and repair records.
- Inadequate Inspection Coverage/Frequency: Not inspecting critical areas or delaying inspections beyond recommended intervals.
- Over-Reliance on NDT Limitations: Assuming a single NDT method provides all necessary information without understanding its blind spots.
- Underestimating Small Defects: Dismissing seemingly minor defects without proper FFS, especially in high-stress areas or where fatigue is a concern.
- Poor Data Management: Disorganized data makes trend analysis, risk assessment, and regulatory compliance difficult or impossible.
- Lack of Multi-Disciplinary Approach: Failing to integrate knowledge from materials science, structural engineering, fluid dynamics, and operations.
- Neglecting Verification: Trusting simulation results without proper sanity checks and convergence studies.
Actionable Tips for Engineers
- Embrace a Multi-Disciplinary Mindset: Pipeline integrity isn’t just one engineering field; it’s a blend of mechanical, civil, materials, and petroleum engineering. Collaborate and seek diverse expertise.
- Stay Updated on Standards: Regularly review and understand the latest editions of API, ASME, NACE, and local regulatory standards. These are your authoritative guides.
- Leverage Simulation Tools Wisely: Use FEA/CFD for complex problems, but always validate and verify your models. Don’t use a hammer for every nail.
- Focus on Data Quality: ‘Garbage in, garbage out’ applies acutely to PIMS. Invest in accurate inspection, operational, and material data.
- Automate Routine Tasks: Utilize Python or MATLAB scripting for repetitive data analysis, report generation, or parameterizing FEA models. This improves efficiency and reduces human error.
- Proactive vs. Reactive: Shift from a reactive ‘fix-it-when-it-breaks’ mentality to a proactive, predictive approach through robust PIMS.
For further assistance with advanced FEA for FFS, Python scripting for data analysis, or personalized tutoring on pipeline integrity challenges, consider exploring the resources and consultancy options available at EngineeringDownloads.com.
Conclusion
Pipeline integrity is a continuous journey, not a destination. It demands vigilance, advanced engineering capabilities, and a commitment to safety and environmental stewardship. By understanding the threats, employing cutting-edge inspection and analysis techniques, and adopting a data-driven PIMS, engineers play a pivotal role in ensuring the long-term reliability and sustainability of our vital pipeline infrastructure.
Further Reading
For detailed information on FFS assessments, refer to the official standard: API 579-1/ASME FFS-1 Fitness-For-Service