Introduction to Pipeline Integrity Assessment
Pipeline infrastructure forms the backbone of global energy and resource distribution, demanding unwavering reliability and safety. For professional engineers, understanding and implementing robust Pipeline Integrity Assessment (PIA) programs is not merely a regulatory requirement but a fundamental commitment to operational excellence, environmental protection, and public safety. This comprehensive guide provides an engineer-to-engineer overview of the methodologies, tools, and best practices involved in ensuring the long-term integrity of critical pipeline assets.
PIA is a multidisciplinary field integrating structural engineering principles, material science, non-destructive testing (NDT), computational mechanics (FEA/CFD), and data analytics. Its primary objective is to identify, assess, and mitigate threats that could lead to pipeline failure, thereby extending asset life and optimizing maintenance strategies.
Why Pipeline Integrity Matters
The consequences of pipeline failure can be catastrophic, ranging from environmental disasters and loss of life to significant economic penalties and reputational damage. A proactive PIA strategy addresses several critical areas:
- Safety: Protecting personnel, communities, and the public from hazardous leaks or ruptures.
- Environmental Protection: Preventing spills of oil, gas, or chemicals into sensitive ecosystems.
- Economic Stability: Avoiding costly shutdowns, repairs, product loss, and legal liabilities.
- Regulatory Compliance: Adhering to stringent national and international standards (e.g., ASME B31.8S, API 1160) and avoiding fines.
- Asset Longevity: Maximizing the operational lifespan of pipelines through informed maintenance and repair decisions.
Key Threats to Pipeline Integrity
Pipeline integrity is challenged by a diverse array of degradation mechanisms and external factors. Engineers must understand these threats to design effective assessment and mitigation strategies.
Corrosion (Internal and External)
Corrosion remains a leading cause of pipeline failures. It weakens the pipe wall, reducing its pressure containment capacity.
- External Corrosion: Typically caused by exposure to aggressive soil electrolytes, moisture, and microbial activity. Often exacerbated by ineffective coating systems or inadequate cathodic protection.
- Internal Corrosion: Resulting from the presence of corrosive agents (e.g., H₂S, CO₂, water, microbes) within the transported fluid. Common in multiphase flow lines and product pipelines with varying water content.
Mechanical Damage
Mechanical damage includes dents, gouges, scrapes, and cracks induced by external forces. These are often caused by construction activities, ground movement, or third-party interference.
- Dents: Localized plastic deformation of the pipe wall. While a dent itself may not be immediately critical, its presence can induce stress concentrations and accelerate fatigue crack initiation, especially if associated with a gouge.
- Gouges & Scrapes: Removal of pipe material, creating stress risers and reducing wall thickness.
- Fatigue Cracks: Can initiate at stress concentrations from mechanical damage, propagating under cyclic loading.
Material Defects & Fatigue
Manufacturing flaws or material degradation over time can compromise integrity.
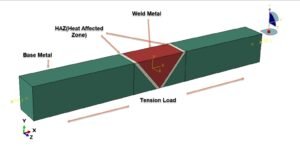
- Manufacturing Defects: Imperfections introduced during pipe production, such as laminations, inclusions, or welding flaws (e.g., lack of fusion, porosity).
- Stress Corrosion Cracking (SCC): Environmentally assisted cracking that occurs when susceptible material is exposed to a specific corrosive environment under tensile stress. Often difficult to detect with conventional NDT.
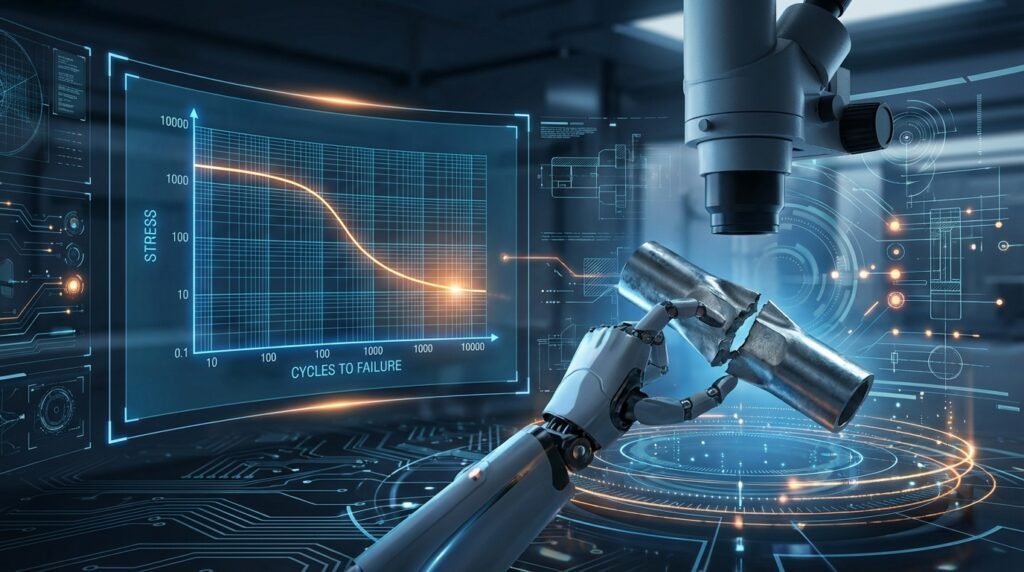
- Fatigue: Progressive localized permanent structural change occurring in a material subjected to fluctuating stresses and strains. Critical for pipelines experiencing pressure cycles or vibratory loads.
Third-Party Interference
Accidental damage by external parties (e.g., excavation equipment) is a significant and often unpredictable threat. This typically results in mechanical damage (dents, gouges, punctures).
Geohazards & Environmental Loading
Pipelines are exposed to environmental forces that can induce significant stresses and strains.
- Ground Movement: Landslides, subsidence, seismic activity, or frost heave can deform pipelines, leading to buckling, excessive bending, or rupture.
- Hydrodynamic Forces: For offshore pipelines, wave and current loads, scour, and vortex-induced vibrations (VIV) are critical considerations.
- Thermal Expansion/Contraction: Significant temperature fluctuations can induce axial stresses if pipeline expansion or contraction is restrained.
Methods for Pipeline Integrity Assessment
A multi-pronged approach utilizing various inspection and analytical techniques is essential for a holistic PIA program.
Non-Destructive Testing (NDT)
NDT techniques allow for the detection and characterization of defects without compromising the pipe’s structural integrity.
In-Line Inspection (ILI) / Pigging
ILI tools, commonly known as ‘pigs,’ are propelled through the pipeline to collect data on its condition.
- Magnetic Flux Leakage (MFL) Tools: Used to detect and size metal loss (e.g., corrosion, gouges) by magnetizing the pipe wall and measuring variations in the magnetic field caused by defects.
- Ultrasonic Testing (UT) Tools: Emit ultrasonic waves into the pipe wall and measure the time of flight of reflected echoes to detect and size metal loss, laminations, and cracks. UT is also effective for distinguishing internal from external corrosion.
- Caliper Tools: Mechanically or electronically measure the internal diameter of the pipe, identifying dents, ovality, and wrinkles.
External NDT
These methods are applied from the exterior surface of the pipe, often requiring excavation.
- Visual Inspection: Essential for identifying surface anomalies, coating damage, and signs of third-party interference.
- Ultrasonic Thickness (UT) Gauging: Measures remaining wall thickness at specific points, vital for monitoring localized corrosion.
- Radiography (RT): Uses X-rays or gamma rays to detect internal defects, welding flaws, and wall thickness variations.
- Alternating Current Field Measurement (ACFM): Detects and sizes surface-breaking cracks by inducing an alternating current in the material and measuring the resulting magnetic field perturbation.
- Guided Wave Ultrasonics (GWUT): Long-range UT technique for rapid screening of sections of pipe for corrosion or erosion, especially at pipe supports or buried sections.
Direct Assessment (DA)
DA is a structured process to evaluate the integrity of pipelines susceptible to specific threats, where ILI is not feasible. It involves a detailed review of historical data, indirect field examinations, direct examinations (excavation and NDT), and post-assessment. Common types include:
- External Corrosion Direct Assessment (ECDA): Targets external corrosion.
- Internal Corrosion Direct Assessment (ICDA): Focuses on internal corrosion in wet gas or liquid pipelines.
- Stress Corrosion Cracking Direct Assessment (SCCDA): Identifies and manages SCC.
Pressure Testing
Hydrostatic testing involves filling a pipeline segment with water and pressurizing it to a specified level above its maximum operating pressure. This effectively ‘proof tests’ the pipeline, identifying defects that cannot withstand the test pressure. While effective for immediate defect detection, it provides no information on future degradation rates.
Fitness-for-Service (FFS) Assessments
FFS assessments, guided by standards like API 579-1/ASME FFS-1, provide a quantitative engineering methodology to evaluate the structural integrity of components containing flaws or damage. The goal is to determine if equipment can continue to operate safely for a specified period.
API 579-1/ASME FFS-1: Levels 1, 2, and 3
The standard defines three levels of assessment, each progressively more detailed and requiring greater expertise:
- Level 1: Simplified, conservative screening calculations using pre-defined charts and equations. Suitable for initial screening of minor damage.
- Level 2: More detailed calculations requiring specific flaw dimensions and material properties. It often involves basic analytical models and fracture mechanics principles.
- Level 3: The most rigorous and complex assessment, typically employing advanced computational mechanics tools such as Finite Element Analysis (FEA) or Computational Fluid Dynamics (CFD). Level 3 is applied when Level 1 or 2 indicate failure or when a more precise remaining life prediction is needed for critical flaws or complex geometries. It allows for a less conservative, yet still safe, assessment, potentially avoiding costly repairs or replacements.
Practical Workflow for FFS Level 3 Assessments
A Level 3 FFS assessment, particularly for complex pipeline defects, heavily relies on advanced CAE tools and a structured workflow.
Data Collection & Review
Accurate input data is paramount. This includes pipeline geometry (diameter, wall thickness, pipe grade), material properties (yield strength, tensile strength, fracture toughness, Charpy V-notch data), operational history (pressure cycles, temperature excursions, fluid composition), and detailed NDT reports characterizing the flaw.
Defect Characterization
Precise characterization of the defect’s geometry (length, depth, orientation, sharpness) is critical. This typically comes from advanced ILI tools (e.g., high-resolution UT or MFL) or targeted external NDT (e.g., phased array UT). Engineers must interpret NDT data correctly, often requiring expertise in signal processing and flaw morphology.
FEA Model Development
The core of a Level 3 FFS assessment often lies in a sophisticated FEA model. This simulates the pipeline section containing the defect under operational and design loads.
Geometry & Meshing
A 3D CAD model of the affected pipe section, including the precise defect geometry, is created (e.g., using software like CATIA, SolidWorks). This model is then meshed into discrete elements using pre-processors like ANSYS Meshing or MSC Patran. Critical considerations include:
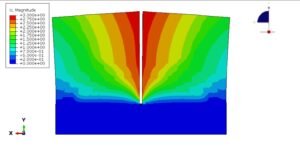
- Mesh Density: High mesh density is required around the defect, especially at crack tips or stress concentrators, to accurately capture stress gradients.
- Element Type: Appropriate element types (e.g., solid elements for general geometry, shell elements for thin-walled sections, special crack-tip elements like singular elements or enriched elements for fracture mechanics).
- Aspect Ratio & Skewness: Maintaining good mesh quality to avoid numerical inaccuracies.
Material Models
The choice of material model significantly impacts results:
- Linear Elastic: Sufficient for low-stress conditions or initial screening.
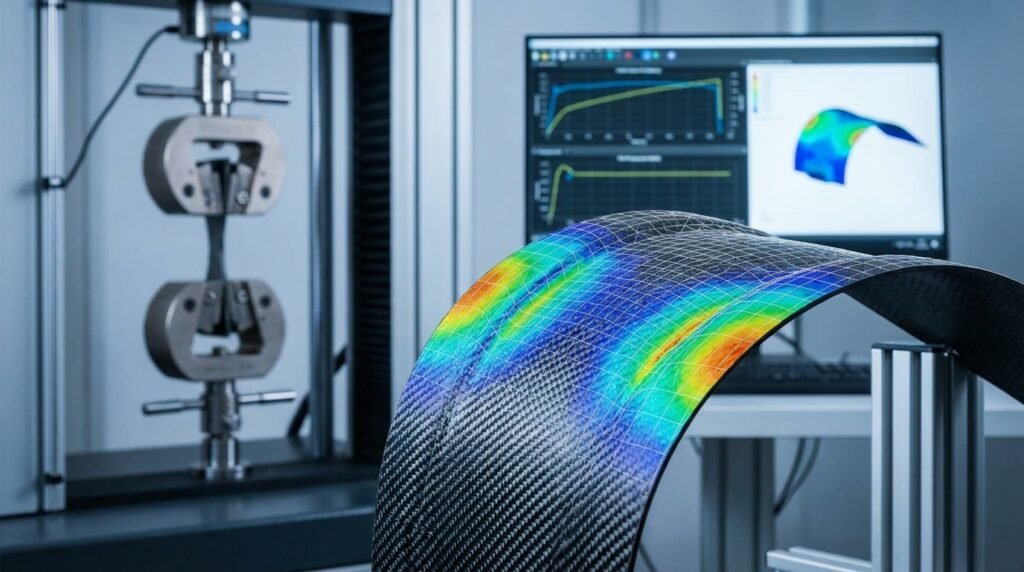
- Elastic-Plastic (e.g., bilinear kinematic hardening, Chaboche): Essential for characterizing local plastic deformation around defects, particularly for fracture mechanics assessments where plastic zone development is critical. True stress-strain data from tensile tests is often required.
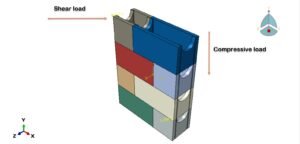
Boundary Conditions & Loading
Accurate representation of operational loads and constraints:
- Internal Pressure: Applied as a distributed load on the internal surface of the pipe and defect.
- External Loads: Soil pressure, live loads, pipe supports, bending moments, and axial forces from global pipeline behavior.
- Thermal Loads: Temperature differentials causing thermal expansion/contraction.
- Constraint: Fixing degrees of freedom at model boundaries to represent adjacent pipeline sections or anchors, ensuring realistic global and local deformation.
Analysis Execution
The FEA model is solved using commercial packages such as Abaqus or ANSYS Mechanical. For scenarios involving fluid-structure interaction, flow-induced vibration, or erosion, CFD tools like ANSYS Fluent/CFX or OpenFOAM might be coupled with structural solvers.
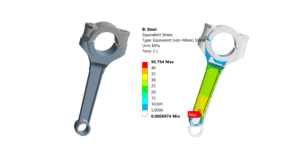
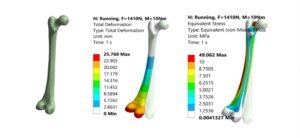
- Stress Analysis: Determining local stress and strain fields, identifying stress concentrators.
- Fracture Mechanics: Calculating stress intensity factors (K), J-integrals, or crack driving forces to assess the likelihood of fracture initiation and propagation.
- Fatigue Analysis: Predicting crack growth rates under cyclic loading using Paris’s law or similar models, often integrated with remaining life assessment.
Results Post-Processing & Interpretation
Visualization and extraction of critical results:
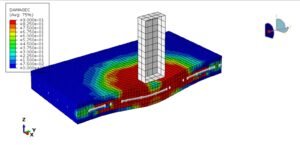
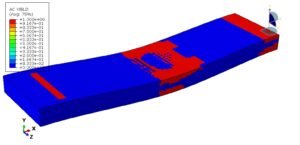
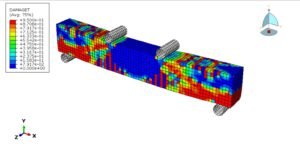
- Contour Plots: Stress, strain, and displacement fields.
- Critical Locations: Identifying areas of peak stress, plastic deformation, or potential crack initiation/growth.
- Data Extraction: Plotting stress profiles, calculating J-integrals, or extracting crack growth parameters.
Life Prediction & Remaining Life Assessment
Based on the FFS assessment, a remaining life is calculated. This provides engineers with actionable insights for scheduling repairs, replacements, or further inspections. Margins of safety and sensitivity analyses are incorporated to account for uncertainties in input data.
Verification & Sanity Checks in FEA
Rigorous verification is crucial to ensure the reliability of FEA results, particularly for Level 3 FFS assessments where safety-critical decisions are made.
Mesh Sensitivity
Perform a mesh convergence study to ensure that the results (e.g., peak stress, stress intensity factor) are independent of the mesh density. Refine the mesh in critical areas until the change in key results between successive refinements is negligible (e.g., less than 5%).
Boundary Condition Validity
Carefully review and justify all applied boundary conditions. Do they accurately represent the real-world constraints? Are there any unintended rigid body motions? Simple analytical checks can often confirm the overall behavior.
Convergence Criteria
For non-linear analyses (e.g., elastic-plastic), ensure that the solver converges adequately. Check residual forces and energy convergence plots. Non-convergence often indicates issues with the model setup, material properties, or loads.
Material Model Appropriateness
Verify that the chosen material model (e.g., isotropic, anisotropic, elastic-plastic) is suitable for the material and stress state. Compare stress-strain curves from the model to experimental data.
Comparison to Analytical Solutions/Benchmarks
Whenever possible, compare simplified cases of the FEA model to known analytical solutions or benchmark problems. For example, compare the hoop stress in an uncracked pipe section to thin-wall pressure vessel equations. This provides confidence in the model’s fundamental setup.
Data-Driven Integrity Management & Automation
Modern PIA leverages data science and automation to enhance efficiency and accuracy.
Data Management Systems
Integrating diverse data sources—ILI reports, operational data (pressure, temperature, flow), maintenance history, and external damage records—into a centralized database is crucial. This allows for trend analysis, risk assessment, and informed decision-making.
Predictive Analytics
Machine learning algorithms can be trained on historical inspection and failure data to predict future degradation rates, identify anomaly patterns, and prioritize inspection schedules, moving towards a truly proactive integrity management strategy.
Automation with Python & MATLAB
Scripting languages like Python and MATLAB are invaluable for automating various aspects of PIA workflows:
- Pre-processing: Generating complex defect geometries for FEA models, automating mesh generation parameters.
- Post-processing: Extracting specific data points from large FEA result files, plotting stress distributions, calculating FFS parameters automatically.
- Data Analysis: Cleaning, aggregating, and analyzing large datasets from ILI tools, performing statistical analyses for corrosion growth rates.
- Parametric Studies: Rapidly running multiple FEA simulations with varying defect sizes or material properties to understand sensitivity.
- API Integration: Connecting with commercial CAE software (Abaqus, ANSYS) APIs to automate repetitive tasks and create custom workflows.
EngineeringDownloads.com offers downloadable Python scripts and MATLAB toolboxes for common FFS calculations and data processing, alongside expert tutoring for complex CAE workflows, aiding engineers in streamlining their pipeline integrity tasks.
Regulatory Framework & Compliance
Engineers engaged in PIA must be thoroughly familiar with relevant industry standards and regulations. Key standards include ASME B31.8S (Managing System Integrity of Gas Pipelines), API 1160 (Managing Pipeline Integrity for Liquid Hydrocarbon Pipelines), and regional regulatory bodies’ specific requirements. Adherence ensures not only legal compliance but also adoption of recognized best practices.
Conclusion
Pipeline integrity assessment is a continuous, evolving discipline at the forefront of structural engineering and asset management. By embracing advanced NDT techniques, rigorous Fitness-for-Service assessments utilizing sophisticated FEA/CFD tools, and leveraging data-driven automation, engineers can uphold the highest standards of safety, reliability, and environmental stewardship for critical pipeline infrastructure. A commitment to continuous learning and the application of cutting-edge analytical methods is essential for navigating the complex challenges of pipeline integrity in the 21st century.