Cold gas spraying and shot peening may look different at first glance — one deposits material, the other changes the surface — but both are driven by the same physics: high-velocity impacts that create intense, highly localized plastic deformation. That makes them perfect candidates for finite-element simulation with tools like Abaqus, Ansys, COMSOL, or other FEM solvers.
This post explains the important physics, gives practical, tool-agnostic simulation advice, shows what to validate, and finishes with real industrial examples and a link to a ready model package on EngineeringDownloads. The tone is friendly and practical — you should be able to follow this and run simulations or evaluate published models with confidence.
What you’ll learn here
- The core physics behind cold gas spraying and shot peening
- Which material models and numerical settings matter most
- A step-by-step simulation checklist that works for any FEM package
- How to validate results and what to look for in experiments or literature
- Industrial applications and real examples
- Where to get a ready model pack to jump-start your work
Quick overview: what are these processes?
Cold gas spraying (CGS)
Particles are accelerated in a high-speed gas stream (typically several hundred to ~1,200 m/s) and hit a substrate while still solid. Bonding happens because of extreme local deformation and a local phenomenon called adiabatic shear — not because the particles melt. There is a critical particle velocity above which bonding occurs reliably.
Shot peening
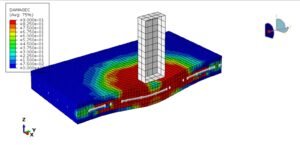
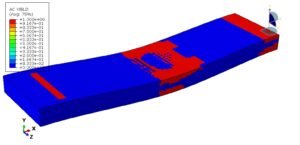
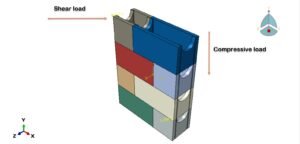
Small spherical shots impact the part surface repeatedly to induce compressive residual stresses. Those compressive stresses increase fatigue life by preventing crack initiation. Shot peening does not aim to bond material, but the impact physics (high strain rates, local heating) are similar to CGS.
Key physics to capture in simulation
- High strain-rate plasticity. Impacts produce very high strain rates; the material model must be rate sensitive.
- Thermal softening / adiabatic heating. Most plastic work converts to heat locally; temperature rise can soften material and change behavior.
- Contact & friction. Local friction affects shear, heating, and jet formation — choose contact models carefully.
- Large deformation. Expect extreme geometry changes near the contact zone. Mesh and element choices must handle that.
- Material failure or viscous flow. In some regimes the material can locally lose shear strength (shear banding or viscous behavior).
Recommended constitutive models
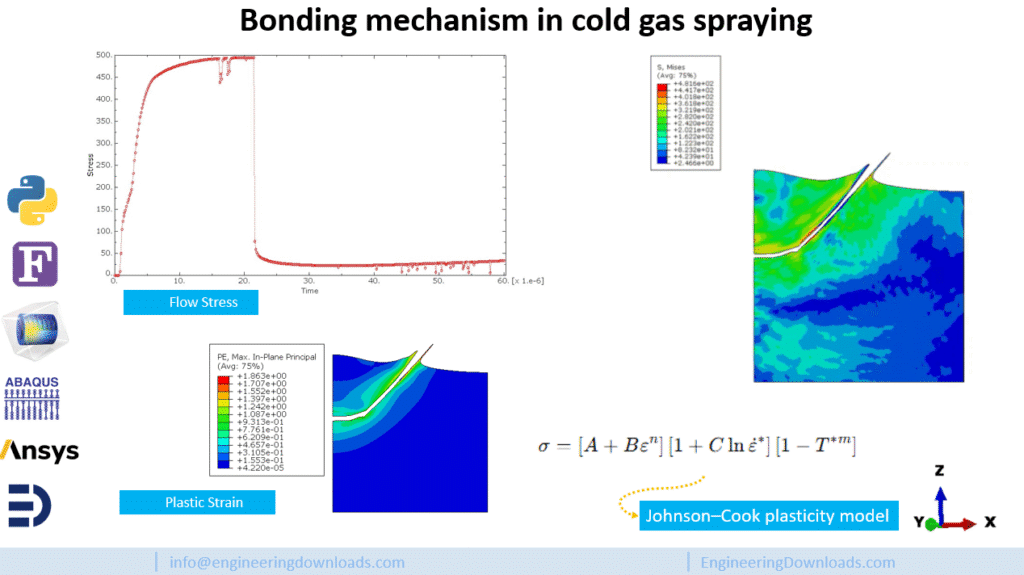
A standard, widely used model for these problems is the Johnson–Cook constitutive law because it captures:
- strain hardening,
- strain-rate sensitivity,
- thermal softening.
Written compactly:

Use literature values for your material or calibrate experimentally. If your material shows phase changes, consider more advanced models.
Tool-agnostic simulation checklist
- Choose the solver type
- Explicit dynamics (transient) is typically preferred for single-impact, high-velocity events because it handles large strains and contact robustly.
- Implicit solvers can be used for quasi-static or slower impacts, but may struggle with severe nonlinearity.
- Geometry and symmetry
- Use axisymmetric models for single normal impacts (saves CPU).
- Use 3D models when impacts are oblique, multiple particles interact, or surface roughness matters.
- Mesh
- Refine heavily at the contact interface. For particle sizes in the few-to-tens of microns, sub-micron elements might be needed near the contact.
- Coarsen away from the contact to save computation.
- Use elements that resist hourglassing; consider stabilization or hourglass control if using reduced integration.
- Time step and mass scaling
- Explicit integrators require small time steps set by element size and wave speed.
- Avoid aggressive mass scaling — it speeds up runs but can distort dynamics. If mass scaling is used, document its magnitude and test sensitivity.
- Contact & friction
- Use a robust contact algorithm (penalty, augmented Lagrange, etc. depending on your solver).
- Select friction coefficient based on experiments or literature and test sensitivity — friction influences local heating and jetting.
- Thermal coupling
- Include conversion of plastic work to heat (typical values ~90%) and run thermo-mechanical coupling if you need temperature evolution. In many impacts, adiabatic assumptions are reasonable for short timescales.
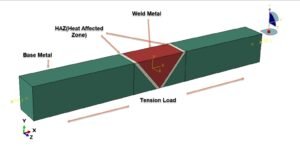
- Boundary / support conditions
- Model the substrate boundary conditions realistically (e.g., fixed at base, lateral freedom or constraint as in experiments) — substrate stiffness affects deformation.
- Post-processing
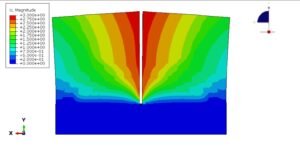
- Extract time histories (strain, temperature, von-Mises stress) at critical nodes near the contact.
- Plot flattening ratios / splat diameter (for CGS) and residual stress profiles (for shot peening).
Validation: what to compare and how
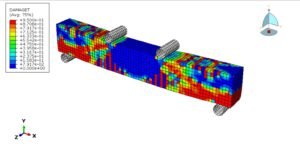
- Node histories: strain, temperature, and stress vs time (compare with experiments or literature figures). Look for the characteristic patterns of localization and stress drops that indicate shear instability.
- Splat geometry / flattening ratio: top-view or cross-section diameters measured by SEM vs your predicted values.
- Jet formation: visual check for jet-type outflow at the interface (marker of bonding in CGS).
- Residual stresses (shot peening): compare through-thickness residual stress profiles and peening intensity metrics (Almen strip equivalent).
Practical tips & warnings
- Always run sensitivity studies: mesh size, friction, material parameters, contact algorithm.
- Keep energy balance checks (kinetic / internal / artificial energy) to ensure numerical stability.
- Document any numerical tricks (mass scaling, stabilization) so results remain reproducible.
- For extreme strain rates, published bulk material data may be insufficient — calibration tests are valuable.
Industrial applications & concrete examples
Cold Gas Spraying
- Repair and build-up of turbine blades and other aerospace parts without causing thermal damage.
- Corrosion and wear protection for pipelines, heat exchangers, and industrial valves.
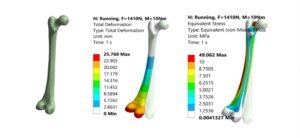
- Biomedical implants: cold spray can modify surface roughness or deposit bioactive layers on titanium implants to improve cell attachment and osseointegration (useful in dental and orthopedic implants).
- Electronics / thermal management: copper deposition for conductive paths and heat sinks without oxidation.

Shot Peening
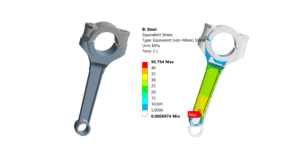
- Automotive: peening of suspension springs, gears, and crankshafts to greatly improve fatigue life.
- Aerospace: peening landing-gear parts, fasteners and structural parts to resist crack initiation.
- Energy & heavy industry: peening of shafts, couplings and welded joints exposed to cyclic loading.
Real world: aircraft landing gear, power-plant turbine repairs, and orthopedic implant surfaces are all places where these methods are used daily.

Ready-to-use models & posters (engineering product)
If you want a quick start, there is a validated model package that reproduces the key observations from the classic study “Bonding mechanism in cold gas spraying” (strain, temperature, stress histories and contour outputs). The package includes:
- ready model files and pre-meshed input decks (Abaqus format),
- post-processing scripts and plotting examples,
- a poster and a short stress-field GIF for outreach and presentation.
This package is available for download on EngineeringDownloads — perfect for teaching, R&D validation, or adapting to your parts. If you need the models converted to Ansys or COMSOL formats, reach out via the product page — conversion assistance may be available.
Final thoughts
Simulating cold gas spraying and shot peening is a rewarding way to see the physics that control coating quality and surface performance. With the right material model, good mesh strategy, careful contact settings, and rigorous validation, you can get insight that saves costly experiments and helps optimize industrial processes.
If you want the ready model package and poster to reproduce the results quickly, find it on EngineeringDownloads — it’s the fastest path from reading about the physics to running your own validated simulations.